RFID Implementation & Quality Audits
This article was completed by Abhishek Patil with the use of resources from e-learning pack by
Paul G. Ranky
Contents
1. Introduction and Objectives of the Project2. Brief description of the methodologies applied3. Main Body of the project
- Part 1
- Part 2
4. Panorama Navigation Map5. Summary6. References
Introduction And Objective Of Project
In this assignment we will learn the novel RFID technology and how I can implement that technology in the 5th
company. The main objective of this project is to learn the RFID technology and to implement it in the 5th
company. We shall show the process needs RFID in the reworked CIMpgr and the customer requirements in
CORA and since the use of RFID will reduce risk, we will show the risk analysis using PFRA.
In Part 1 we will include the implementation of RFID technology.
In Part 3 of this assignment we shall conduct a TQM quality audit of A&P Eco-MHE in order to check that we are
following all the standards and regulation and that we conform to ISO 9001:2008 principles/standards in the way
we conduct our business. We shall also discuss and address the various Audit issues and perform quality audit to
make sure that the company follow ISO TQM principle of continual improvement.
Methodologies Applied:
Methodologies Applied For Part 1: Implementing RFID in CIMpgr, CORA and PFRA.
Radio Frequency Identification (RFID) can be used to compliment TQM and six sigma methodologies. RFID is an automatic identification method relying on storing and remotely retrieving data using devices called RFID tags or transponders. An RFID tag is an object that can be attached or incorporated into products, animals, or people for the purpose of identification using radio waves. Chip Based RFID tags contain silicon chip and antennas. This technology when used as a TQM tool, it is typically used to enable process and product improvements through internal asset tracking, collecting and transmitting performance data post production, and improved supply chain management or inventory management.
The CIMpgr model is a graphical method used for to illustrate the object to object relationships, their functions and entities. Component oriented Requirement Analysis (CORA) represents systematic, customizable method based on Quality Function Deployment (QFD) and other methods. CORA is applicable to analyze product/process, TQM/TQC needs including IT, services needs of any organization. The CORA is integrated into four modules; user requirement, Engineering solutions, parameter calculations and bench marking as major modules. Based on the systematic rules, quantitative and open source computational method (DFRA) and Process failure Risk Analysis to identify and minimize the potential failure risks in an organization.
The methodology used for this assignment is a collection of all of the TQM methods learned in the course till date. To name a few; Sustainable & Green TQM, ISO TQM principles, Lean Production Control Management, Design for Six Sigma, Auditing, RFID application and Data processing. We will also rely on previously developed charts which included CIMpgr Process Model, CORA, Process Control Charts and PFRA risk analysis.
Methodology Applied for Part 2: TQM Quality Audit
The audit team will follow a set of systematic examination techniques in order to examine the quality system. The Quality management system will be driven by the key element ISO 9001 standards. Quality Audits are performed at regular time intervals in order to ensure that the institution has stable quality monitoring process followed by corrective actions. Audits are essential for verifying objective evidence of processes, to asses if the processes have been implemented successfully and the effectiveness of these processes. The quality Audit will not only highlight the non effective processes but also on those which confirm with the targets set.
Part 1
Implementing RFID tags and RFID Processing
The RFID is helpful in sorting and, sales, marketing, inventory control and logistics of A&P Eco-MHE. It helps store several aspects of a product. It has a small antenna and holds information of pallets, or the contents it’s attached to. The RFID tags have internal battery and the tags can be picked and tracked by the reader. The RFID helps track each job and pallets of raw materials moving on the shop floor or in and out of the warehouse.
The RFID helps to keep a count of inventory available, jobs in progress and finished goods. The flow of each item is tracked by the scanner and a supervisor monitors this flow of work. The RFID technology will help reduce the waiting time and thus the lead time. This will help reduce overall process time and increase productivity. The RFID scanners will be installed at several locations so that a track can be kept on which item is going where. The RFID technology will help the inventory department to make orders on time also release the finished goods to the customers within time and accurately. The RFID technology will help reduce the risk of bottlenecking. The RFID tags will include the part basic information and this will help to release exact amount of different parts to the assembly line after the parts are manufactured.The RFID technology will be implemented in integration with the CIMpgr models, CORA and PFRA in order to obtain part tagging, order accuracy, better and effective quality control with, tracking and tracing. The implementation of RFID comes with a green focus too. Use of RFID tags and scanners will reduce the paper work and thus the use of paper.
Implementing RFID in CIMpgr
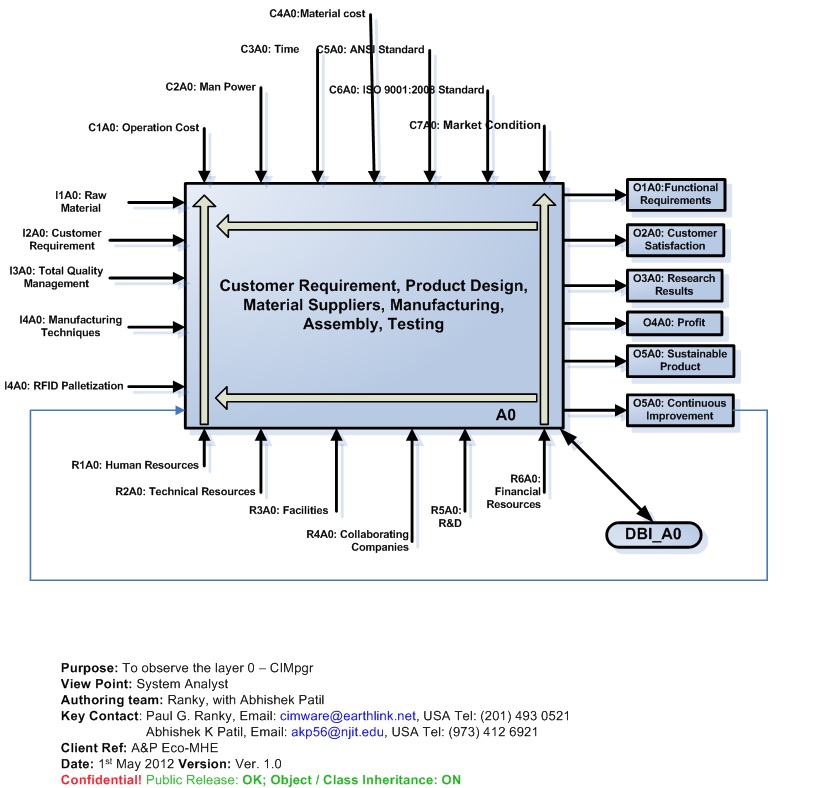
Layer 0

|
Layer 0 RFID.jpg Size : 136.595 Kb Type : jpg |
{kind=link}
The layer 0 of CIMpgr model has been updated to include RFID technology. RFID technology will be used as an input which will lead to an overall improved system wherein the company will try to implement the technology at various stages of production and shipping. At the initial stage the RFID technology will be implemented to identify the raw materials. The raw material recieved will have RFID tags to trace the information such as lot, number, part ID no., dates of entry and exit, specification, location within the organization it needs to be moved (warehouse, machining unit, assembly line). In the designing phase, the company will try to design the product in such a manner that it includes the RFID technology to keep a track of the finished product while storage and shipping and to keep a detailed record of the product information. At the shipping stage of the product, RFID technology will be used to track the product while shipping and will also avail the customers with all the information regarding the product.
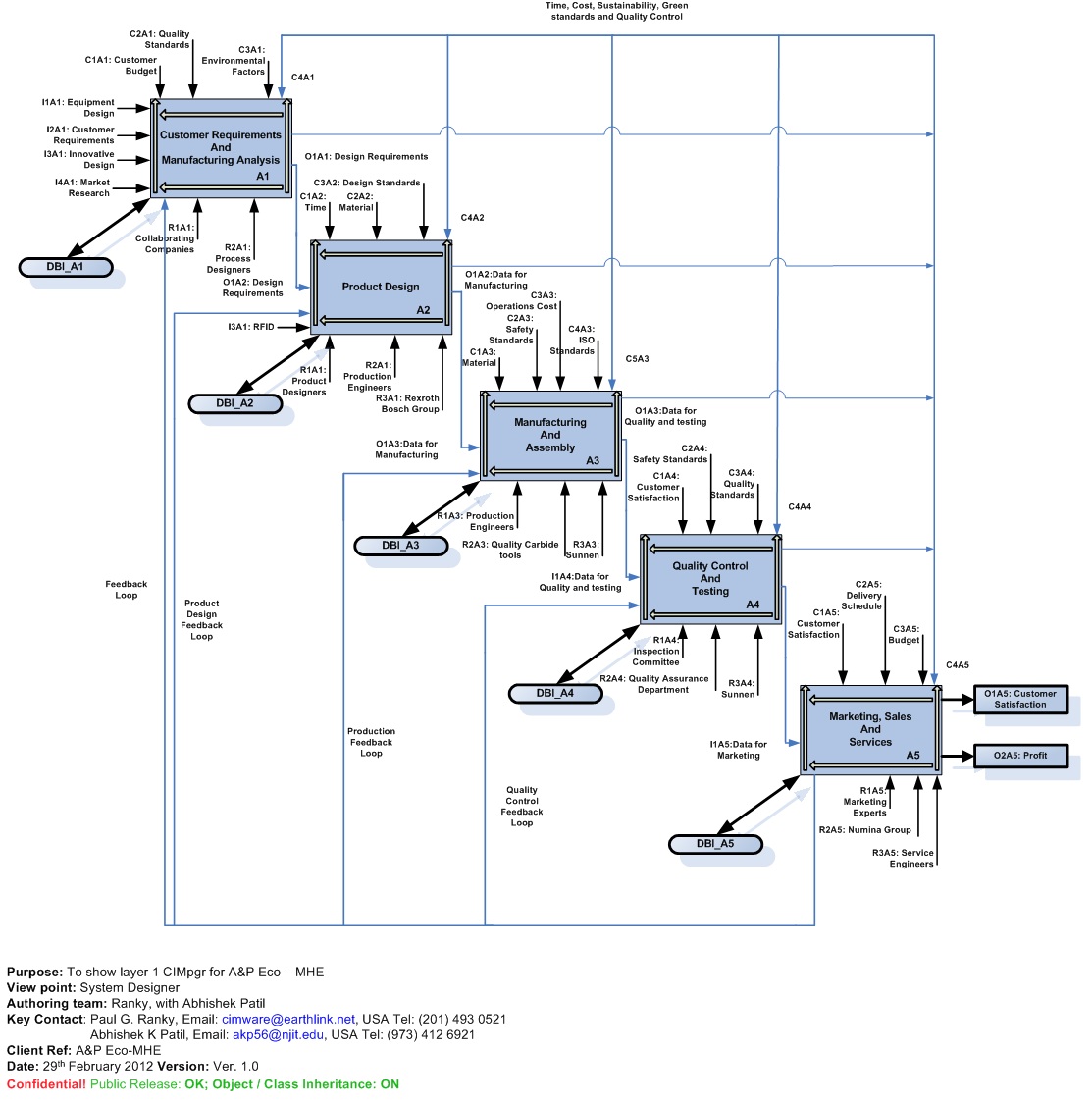
Layer 1
|
|
Layer 1 RFID.jpg Size : 214.178 Kb Type : jpg |
{kind=link}
The Layer 1 of CIMpgr has been updated to include the usage of RFID technology in the processing system. In this updated layer, we can see that the raw materials that are received have RFID tags for tracking. 90% of the Raw materials that is used by our company come from its collaborative companies. Once the raw material is processed these materials are transported to designing and manufacturing system with the RFID tags. This facility is also ISO certified and conforms to environmental standards. During the Designing stage of the forklifts, the Design engineers also using RFID technology for every part of the forklift. RFID will carry product information like dimensions, specifications, lot number, part number, date of manufacturing, features. During Product testing stage, RFID makes it easier to identify faults and identify the parts more accurately. During Manufacturing and distribution of the finished good, RFID technology will be helpful in tracking the product. By using RFID data, it makes it easier to detect faults and identify parts or equipments accurately.
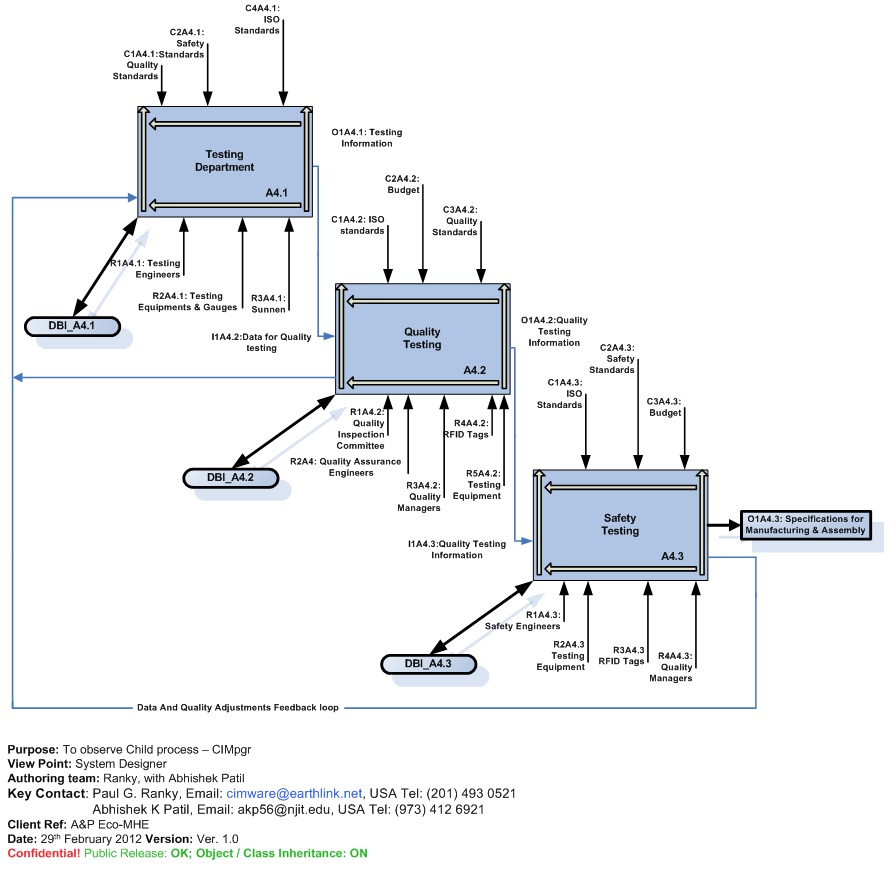
Layer 2
|
|
Layer 2 RFID.jpg Size : 127.087 Kb Type : jpg |
{kind=link}
The Layer 2 of CIMpgr has been updated to include an additional feature of RFID and RFID processing power to the system operations. Layer 2 deals with the quality and safety testing of the product. RFID will be useful in identifying all the raw materials used for manufacturing. While designing the green and sustainable design, an additional care will be taken to include the RFID technology. While quality and safety testing the final finished product, RFID will help identify all the raw material used for manufacturing the product and will also help review the data of the product and compare it with the actual data for comparison and conformance.
This will also help to identify critical flaws in the process and will help make the entire process lean and sustainable.
Implementing RFID in CORA

|
RankyCORA_RFID Implemented.xlsx Size : 26.852 Kb Type : xlsx |
CORA spreadsheet has been updated to add RFID tags and RFID processing power to the operations of the A&P Eco-MHE in order to increase traceability in TQM terms. CORA spreadsheet is used to analyze the customer requirements and helps the management of the company to come up with the engineering solutions that will best address the customer needs. Further, the Engineering solution that the management comes up with is then correlated to the customer requirements and an AIR value corresponding to each engineering solutions is generated by the spreadsheet. Engineering managers than take their decisions based on these AIR values. AIR values holds critical significance as it reflects the importance of a particular engineering solution in addressing the customer needs.
As you can see in the CORA spreadsheet, it is customer requirement to use RFID so that the customer can track the product, not only that , the RFID tags will also help customers in gaining vital information and stats related to the product they are purchasing. Thus the management came up with the engineering solution of developing and using RFID tags during the entire process of manufacturing and shipping of the finished product. The customer can get the information such as when the product is manufactured, from which raw materials and also find the functional life of the product
Taking into consideration the customer requirement to track the finished products the management has decided the priority level of the customer requirement of having RFID tags on the product to be at the highest level of 5 and the AIR value for corresponding to the engineering solution of implementing RFID tag is 174.
RFID risk analysis by the use PFRA
|
|
A&P PFRA_.xls Size : 105.5 Kb Type : xls |
The PFRA spreadsheet has been updated to add RFID tags and RFID processing power to the
operations of the A&P Eco-MHE in order to increase traceability in TQM terms.
We have implemented RFID tags to track the wheels that are manufactured and stored in the
warehouse. Use of RFID tags and scanners reduces the risk of error caused during counting the
units. Thus reducing the human errors in the process. On the other hand when these parts are
implemented with the tags there path of movement is tracked and thus the goal of least material
handling can be achieved.
PFRA spreadsheet is a very useful TQM tool which can be used by the company to improve their
process and reduce and mitigate the risks involved in the process. This helps the company grow and
go green and sustainable. In PFRA spreadsheet, the management composes a set of processes that
has or can cause potential risks. Then the processes are analyzed for their failure modes and how
will that affect other processes and what will the management do to mitigate those risks. Thus the
quality team of the company will come up with CAPA (corrective and preventive actions) to ensure
that the risk is mitigated. Thus conforming to the ISO and safety standards and thereby developing a
GREEN and SUSTAINABLE processing system.
Collaboration
The Integrated RFID technology will surely benefit the four companies along with A&P Eco-MHE. The four
collaborating companies supply tools and machinery to A&P-Eco-MHE. Thus implementing RFID will also
help track deliveries from these suppliers. The RFID tags will help expedite the logistics process which will
benefit the company in various ways. It will reduce the waiting time of raw materials and ensure least
material handling. The use of RFID tags will also reduce the manual paper work and help reduce the labor
hours.
While most of the inventory in the company and goods coming in from the collaborating companies will
have RFID tags to expedite the processes in collaboration like supply chain, raw material processing,
designing of product, validation testing and regular quality audits.
Part 2
Quality Audit
Process Modeling
In process modeling we created a set of CIMpgr models for the entire system of the company. A complete
CIMpgr model is a set of diagrams which systematically illustrate the object-to-object relationships, their
functions and entities. These CIMpgr models have 4 sections inputs, outputs, Resources and Control.
The CIMpgr models allowed the development team to come up with a robust system which helped them
define what the inputs, outputs, resources and controls were for the various stages of the processing
system. These models gave management a better picture of the entire working process of the company.
On the basis of these models, management can create and generate their strategy accordingly. These
models basically gave the break down structure of the processes of the entire company as a whole and
thus giving a bigger picture.
A&P Eco-MHE can use these CIMpgr models in future to determine the customer needs and various inputs that are
needed by the company for continual improvement.
A&P Eco – MHE concentrates on developing the product at the first rather than considering rework.
Quality assurance and constant improvements in terms of functional requirements and customer
satisfaction is the main concern of A&P Eco-MHE. With a TQM business approach A&P understands the
need of process modeling which exhibits working of the company similar to a system and provides
analysis towards efficient ways to process and design forklifts focusing on sustainability.
Quality Objectives:
- Use of process modeling in order to achieve efficiency over each process operation wit proper allocation of resources taking into consideration control factors, inputs and outputs required for each task.
- Exercise a set of methodologies to manufacture a quality product at the first attempt to save rework.
- Observe methods and processes which will ensure optimum use of raw materials.
- Use of most efficient processes and machinery to create a sustainable product along with sustainable environment.
CIMpgr method is well tested for integrated methods, tools and technologies for the purpose of analyzing,
specifying, designing, implementing, operating, maintaining all the process.
Therefore adopting this method A&P will achieve its goals with accordance to PAT; a system for designing,
analyzing, and controlling manufacturing through timely measurements (i.e., during processing) of critical quality
and performance attributes of raw and in-process materials and processes with the goal of ensuring final
product quality.
CORA & QFD
In this assignment we learned about the component oriented TQM process related customer requirements analysis. This analysis can used to find customer requirements and the engineering solutions we can apply in order to obtain customer satisfaction.
CORA is team oriented problem solving to minimize dissatisfaction and financial loss due to inadequate requirement specifications and poor communication between company and customers. The CORA is applied during the electronic support system planning stages of a product or process development life cycle, as well as later for TQM/TQC purposes are updated on a regular basis to document changes in requirements and best practice engineering and management solutions.
By CORA analysis we A&P Eco-MHE can understand the process in details and how engineering functions can be applied in order to satisfy the customer requirements with the help of engineering solutions. This will help improve quality of the products to satisfy important customer requirements with engineering solutions optimum utilization, quality & safety standards, effective design and sustainable green focus. This analysis also compares the customer requirements with other competitors which help identify the weakness and strengths of the company. The weaknesses can be improved with the help of applying appropriate engineering solutions. A&P will also include the customer requirements from CORA sheets of each collaborating companies. The design being the most influential factor in customer satisfaction detailed CORA sheet will be produced to analyze the customer requirements related to design. A strong customer feedback loop will be applied with improvements in the existing loop. The engineering solutions will be improved in order to induce more sustainability and green engineering. The CORA analysis will also help implement and trigger changes in order to obtain continuous improvements in order to meet the company goals to attain customer defined quality and functional requirements with an emphasis on sustainable green focus. Thus CORA will help produce a GREEN product that is meets the customer requirements.
Process Control & Control Charts
The purpose of this assignment was to develop and understand statistical methodologies using process control Methods. The main objective here is to analyze data, process variables and attributes to determine if the process is in control and if not take corrective steps in order to obtain control over process and quality as an output. The control charts will be used to analyze the data collected for variables and attributes in order to maintain the customer specified quality through process control.
The main objective of A&P Eco – Material handling Equipments will be to reduce the variations in order to improve the process and lower the waste and cost. The aim will be to maintain the process parameters along with the quality within a certain range of acceptable standards in order to obtain operational efficiency and the customer defined quality. Our main aim will be to establish process sustainability through process control with the help of control charts.The control charts represents deviations from the mean and spread of measured values graphically. Control charts can be used for hypothesis testing for quality checks and make accept or reject decisions. Statistical process control charts help to establish mistake proof processes, develop upstream process controls, contribute to process and product redesign, and as a result, help to monitor, and keep the processes under continuous control. A process out-of-control must always be investigated properly. The quality team must identify the sources of variation, and corrective action must be taken to bring the process back within the control limits.
Process Failure Risk Analysis
Process Failure Risk Analysis is used to identify and minimize potential failure risks in the process as well as the components such as machines, assemblies, sub assemblies and the effects of these failures on the product and ultimately on the customers. PFRA is applied during the planning phase and upgraded during the life cycle and a historical data is documented which can be used in the future for analysis and further improvements. PFRA is a part of the family of Failure Mode and Effect Analysis (FMEA), “aimed at minimizing dissatisfaction and financial loss for process related failure risks” and is applied usually during the planning stages. Once the riskiest failure modes have been identified, corrective actions will be developed with the help of our collaborating companies, in an effort to mitigate and/or eliminate these risks. Going forward, as corrective measures are employed, the PFRA method can be used to reflect these improvements, and identify additional risks that may require future attention.
PFRA will help A&P Eco-MHE to avoid material waste and financial waste due to failures. The risk analysis helps take preventive measures as well as corrective measures in order to keep the processes stable and avoid down times and material wastes. The Risk analysis along with information system implemented, the risk is communicated among all the departments of the organization. This helps problem solving as well as risk identification of similar type and the risk mitigation processes. This certainly adds sustainability to the processes and as an effect into products produced.
Audit Norms Followed In A&P Eco-MHE
1) Who should be audited?
Audit will be performed on the corporations processes and techniques used to design new innovations. We also have to audit the four companies who we work with for deficiencies found in term regarding non green products and processes.
2) Why should we audit?
We should audit to find any harmful products or processes within our organizations, any practices that create too much waste or have a large side effect on the planet, and cause a potential threat to the environment as well as its users.
3) What type of audit should be conducted?
An internal audit will be performed, by a team selected by our president. The internal investigation will be helpful, and they will also place sensors with in the system that will monitor the processes for future recording.
4)What should be the depth and scope of this audit?
The scope of this audit is the compliance to the rules and regulations used by the company. To see if the rules set by the organization of making all the processes and products no toxic, with a lesser carbon footprint is being followed. The depth will be to each component level so we can track down to each part, and the processes that are related to it. We will emphasis the following regulations;
- ISO9001:2008
- Quality Assurance
- Sustainable Green Focus
- Quality Engineering
- Quality Control
5) When should the audit take place?
I believe auditing should not be on schedule, since then people will be ready for the audit and prepare just before a audit was to be placed. The audit team says that each division will be audited twice a year and the audits can come at anytime, without notice. Thus this will keep everyone performing well at all times.
6) Who will perform the audit?
A team of environmental engineers and auditing team with one finance department person will audit each process. The audit will take place with everyone checking every aspect of the process from the monitory value to the carbon footprint and everything in between.
7) What is there a scheduling task for Audit?
The work packages will be as follows:
1. Audit Initiation
2. Document Review
3. Preparing on site audit plan
4. Execution of the audit plan
5. Report Documentation
7. Sustainability Report
6. Audit Follow up
Note: There will be a detailed sustainability report included in the Audit report.
Audit Issues
Purchase control
A&P Eco-MHE induces reliability into the product right from the purchase of the raw material. We prefers suppliers that are ISO certified and can provide us with the optimum level of safety since our product must be safe for our customers. Safety is our priority and most of our partners share the same goal as us. Our company will perform quality audits of their suppliers to ensure the high quality of the raw materials received from them and have control to change their suppliers at any time. The company will use the automated storage systems and they will be responsible for installation and periodic preventive maintenance of the storage system.
Incoming product inspection
For the inspection of the incoming material, the company has set up a green lean six sigma sustainable system which is based on the Total Quality Method and tools that are learned from Dr. Ranky’s course on Total quality management. We trust our collaborative partner to supply us with best quality of raw materials but still to reduce the risk of non-conformity; the company will have an inspection of the incoming raw materials for the various specification and quality. All the incoming raw material should have RFID tags and a certificate of Analysis explaining the conformity of the material to the quality standards. If the raw material fails to pass the incoming inspecting it will be reject and will be sent back to the supplier.
TraceabilityIn association with the collaborative companies we have worked on implementing the RFID technology into its system. RFID technology will help to trace the material from the day it is received till the day the finished product is released for use. It is also possible to trace the product even after the release by using the RFID technology. All the information of the batch record, lot numbers, part numbers, dimensions, specifications will be embedded in the RFID tags and will be available to the customers for their review.
Production document controlsA very close attention will be given to the documentation controls. All the revisions, changes will be documented. Quality department will be responsible to maintain the records of the documents and in the case of variation in the processes, they will use the control charts learned in this course to analyze the variation and they will document the root cause of the variation and will take the corrective actions to bring the process back in control. It is very important for our company to document all that is done because if it is not documented, it is assumed to be not done.
Controls of production equipmentIt is essential for all the equipment and instrument used to be calibrated before use. To ensure the optimum performance and functionality and to avoid malfunctioning of the equipment, the company will outsource its calibration and preventive maintenance needs to its collaborative companies. Software will be developed and used which will have all the records of the calibration dates and the calibration due dates and thus it will reduce the risk of skipping the due date. Thus periodic preventive maintenance will be performed to avoid any kind of malfunctioning of the equipments and an additional care will be taken to make sure all the equipments used are calibrated before use.
Product ReleaseFinal product release of the finished product will only be done after the QA/QC review. This will reduce the chances of recalls and customer complains. If the finished product does not pass the QC review, it will be quarantined and it will not be shipped to the customer. Customer satisfaction is the main objective of the company and all the steps will be taken to ensure optimum quality of the product.
AuditingInternal and external audits will be performed in order to make sure that the company conforms to the ISO and safety standards. The company will also perform quality audits of all its suppliers including its collaborative companies to ensure quality systems, training procedures, maintenance, calibration activities. Internal Audit is also very important as it help identify the flaw in the system and allows the company to improve. Thus to make sure the company improves and grows continuously, internal and external audits will be performed by the auditors.
Continual ImprovementContinual improvement is the main goal of the company. No system is perfect and there is always scope of improvement. In order to make sure there is continual improvement in the process and the product, the company has set up a quality unit which will be responsible for the audit of the company and it also has to set up a strong marketing department which will reach out to the customers to evaluate their needs and demands. This will help the company design its product accordingly. The only way the company can satisfy its customer is by giving them what they demand.
Customer service and Customer satisfactionAfter sales customer service is equally important for the company in order to satisfy our customers. Customer will be able to reach out to any of the companies for their needs. Company will also provide training on the usage of the product. Customer satisfaction remains our prime goal. Customer satisfaction plays a very vital role in the success of the company and thus it is very important for the company to make sure that its customers are satisfied and do not have any complains. For this, the company will use the CORA spreadsheet developed by Dr.Ranky which will help the company analyze and understand the customer needs. All the customer complains will be handled very seriously and sincere efforts will be taken to avoid any future complaints.
Eco- friendly, lean, green sustainability and carbon footprint auditCreating sustainable, green, lean, six-sigma manufacturing unit is the ultimate goal for Green Packaging Inc. We are committed to quality and reliability with green policies and being part of the eco-economy by making parts from eco friendly materials, waste reduction techniques and optimization which advocates lean six sigma concept. The company makes use of the recycled raw material for the productions of the dashboards of the forklifts, this help the company go GREEN and lean. All this collective effort will reduce the level of our carbon foot print. The company has achieved a very high level of success in lowering down the carbon foot print and it is in continuous effort in improving its system go green, sustainable and lean.
Panorama Navigation Map
This tool can be effectively used in order to obtain a overview of the whole system and describe each process in detail in a manufacturing plant. Taking 360 degree videos of the A&P Eco – Material handling equipments would help in train sessions of the employees and help them deliver with a mark of quality. It can prove a vital way of training people to work in hazardous environments. It can also be implemented in order to give customers an overview of the organization system through well explanatory images and videos. This technology can also prove effective in order to implement improvements and the related analysis. As it gives visual contents it produces a creative path for the engineers to work on improvement techniques. This technology on implementation can help observe the material flow and will surely help in the discrete event and continuous flow simulation. A&P aims to utilize this technology in order to achieve its goal of least material handling and increase the productivity in order to full fill the customer defined quality and functional requirements. Panorama Navigation map is very customer oriented. This map can be used while implementing changes in processes keeping in mind customer requirements. This map also has real time videos which can be useful in understanding what customer faces or encounters while operating the plant. This will help in finding more customer needs and in detail. We can then make changes in itself to see whether the situation improves or not.This technology can also be used to capture important aspect which need to be reported in the audit through pictorial views. These details captured can be integrated into the database to help improve the processes and prepare visual reports.
Further Work Needed
Having the TQM tools and methodologies applied these processes have to be monitored and at desired level of depth.This can be obtained by monitoring the variances in the processes and the product quality. There has to be risk mitigation plan in place in order to ensure quick response to any variances identified. In order to allow better communication between departments an Information system can be implemented to integrate the data among several departments of the organization. The audits should include what went wrong as well as the good changes that took place. Video conferencing needs to be implemented in order to reduce the Co2 emissions.
Summary
Application of the course tools such as CIMpgr diagrams, CORA charts, Control Charts, and PFRA charts along with RFID tags have been employed in the company's production processes. These techniques help reduce defects and "MANUFACTURE RIGHT AT THE FIRST ATTEMPT". Through Process modeling everyone in the company understands the processes that are followed during the manufacture of the product. The CORA method, helped improve the design of the service process by understanding and meeting the requirements of the customer. Lastly, the PFRA method was used to identify potential risk failures and process failures that could affect the product once it is released to end-users. By the implementation of all these techniques along with RFID technology, the organization will continue to strive for new industrial standards and produce high quality products for total customer satisfaction.
These TQM tools help produce more operating income and at the same time also help induce better sustainability into the process and into the manufactured products. The audit reporting will ensure that these methodologies are followed and take corrective actions in order to obtain the goal of continuous improvement with a sustainable green focus.
References
1. Paul G. Ranky, IE673 Total Quality Management eLearning Pack ID: IE673-Spring 2012-95-66
2. http://www.cimwareukandusa.com/All-Green/Ranky-GreenEngineering.html
3. http://www.cimwareukandusa.com/CIMpgr1.html.
5. http://www.boschrexroth.com
6. http://www.numinagroup.com/